Рекомендация
по установке блока.
1. Конструкция блока
управления.
Электронный блок размещён в корпусе панельного
прибора из ударопрочного пластика 141х93х32. БУСП спроектирован для
установки в корпус уже разработанных сварочных полуавтоматов,
поэтому габарит по глубине всего 47мм (вместе с ответным
разъёмом).
Передняя панель, самоклеющаяся, сменная, с
антибликовой поверхностью устойчивой к истиранию и воздействию
агрессивных сред. Рабочий диапазон температур -40/+60С, Количество
срабатываний «кнопок» не менее 1.000.000. Микропереключатели
расположенные под ней рассчитаны на повышенные нагрузки. По заказу
могут быть изменены цвета и надписи, но не расположение органов
управления.
В качестве установщика параметров использован
энкодер (датчик угловых перемещений) не имеющий крайних положений,
«ресурс прокручивания», которого не менее 100.000 оборотов. Ручка
закреплена на его валу с помощью резьбового штифта.
Предупреждение: вал не рассчитан на срывание
ручки или её раскачивание.
Монтаж блока на полуавтомат очень прост. В нишу
134х86мм. с лицевой стороны панели помещается блок, а далее на
резьбовые шпильки необходимо установить две скобы и подтянуть их
барашковыми гайками.
Предупреждение: барашковые гайки затягиваются в
разумных пределах.
На задней панели блока расположен разъём
подключения. Рядом с ним наклейка, помогающая даже без схемы
подключить электропроводку полуавтомата. Так как каждый узел
подключаются по двум проводам. Конструкция разъёма не позволяет
подсоединить его иначе, а фиксатор защищает от самопроизвольного
разъёдинения. Разъём коммутирует следующие цепи:
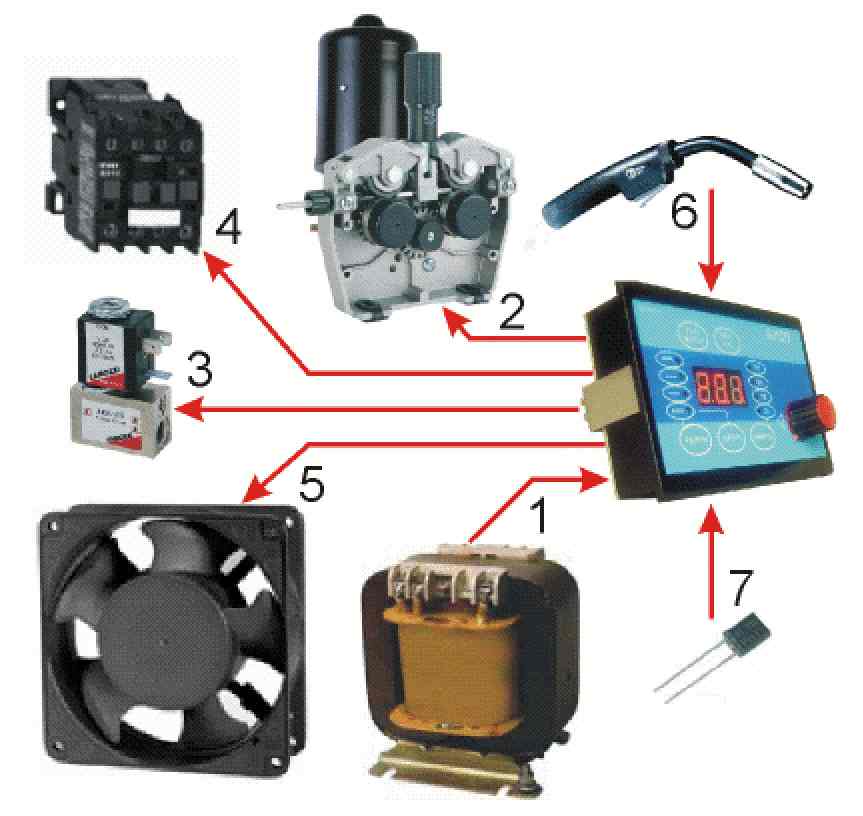
1. Питание блока управления от
трансформатора
Исполнительные узлы полуавтомата:
2. Электродвигатель механизма подачи сварочной
проволоки
3. Электромагнитный клапан газовой
магистрали
4. Реле включения дуги (варианты ниже)
5. Электровентилятор охлаждения
Управляющие узлы полуавтомата:
6. Кнопка пуск (на сварочной горелке)
7. Термодатчик нагрева силовой части
2.Куда подключить?
Внимательно прочтите для предотвращения ошибок
установки БУСП
Во многих конструкциях
сварочных полуавтоматов, не учтён «человеческий фактор», не учтены
возможности ошибок сварщиков и обслуживающего персонала сварочной
техники. Пытливость ума сварщиков, не боязнь электричества и тяга к
экспериментам приводит к феноменальным
результатам.
При подключении полуавтомата
чтение инструкции является скорее исключением, чем правилом. Вилка
силового кабеля в большинстве случаев демонтируется, так как не
подходит к установленной розетке. Входящую в комплект розетку
ставить некогда, так как существует срочная необходимость варить.
При «вылетании» предохранителя блока управления, устанавливается
«вечный».
Поверьте, нарисованная
грустная картина встречается часто.
В первых конструкциях сварочных полуавтоматов,
силовая часть и шкаф управления (теперь превратившийся в блок)
подключались по разным кабелям.
В основном с развитием автосервиса, появился не
большой, легко перемещаемый полуавтомат, питающийся по одному
кабелю.
Сварочный выпрямитель, подключен к сети силовым
кабелем, а уже внутри корпуса подключен источник питания блока
управления.
В трёхфазной конструкции трансформатор, питающий
блок управления желательно устанавливать с первичной обмоткой
рассчитанной на подключение к двум фазам 380в. В такой конструкции
не страшна путаница в сетевых проводах. Полуавтомат либо не
включится, либо будет не качественно варить.
Если же устанавливается трансформатор с первичной
обмоткой 220в (фаза и ноль), то необходима и установка реле
контроля фаз (что, конечно, скажется на цене), так как при не
соблюдении правильности подвода возможен выход из строя самого
трансформатора и блока управления, даже при кратковременном
включении. Предохранитель в такой ситуации спасает
редко.
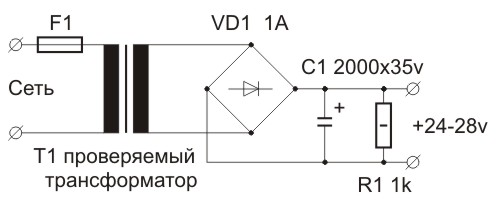
При подборе трансформатора блока управления (в
однофазных и трёхфазных конструкциях) необходимо быть уверенным,
что выпрямленное напряжение вторичной обмотки не превышает 30в. Для
правильного замера соберите схему.
Мощность трансформатора складывается из
потребляемых мощностей всех узлов питающихся от него:
Электродвигатель механизма подачи сварочной
проволоки с возбуждением от постоянных магнитов =24В, до
80Вт.
Электромагнитный клапан газовой магистрали =24В,
до 25Вт.
Реле включения дуги =24В, до 25Вт.
Электровентилятор охлаждения =24В, до
25Вт.
Для увеличения мощности свяжитесь с
разработчиком.
3.Что подключить?
Электродвигатель механизма подачи сварочной
проволоки
В конструкциях сварочных полуавтоматов
используются подающие механизмы как промышленного, так и
самодельного исполнения. Самодельные в основном на базе механизма
автомобильного стеклоочистителя, с напряжением питания 12В.
Использовать такие электродвигатели можно, даже не меняя напряжение
питания, так как они питаются импульсным током. Если же
используемый электродвигатель работает на пределе мощности,
возможен его нагрев. В этом случае уменьшите напряжение питания
блока до ~14-18В, но при этом и остальные исполнительные узлы
подбираются на соответствующее напряжение.
Из нашего опыта не рекомендуем использовать
двигатели с двойным редуктором (ВАЗ 2110 и
ему подобные) из-за большого потребления тока, даже без
нагрузки.
Цифровой индикатор блока управления показывает
установленную скорость подачи проволоки в метрах в минуту при
использовании механизмов подачи фирмы «COOPTIM».
Для остальных механизмов подачи эти
показания будут условными единицами из-за отличий передаточных
отношений редукторов. При необходимости корректировки показаний
свяжитесь с разработчиком.
Электромагнитный клапан газовой
магистрали
Учитывая разнообразие используемых газовых
клапанов, была увеличена мощность нагрузки в этой цепи. До сих пор
эксплуатируются полуавтоматы с клапанами необоснованной величины.
Диаметр проходного сечения 2,5мм и ток потребления до 0,5А - вот
необходимые характеристики, которые присущи газовым клапанам
современных полуавтоматов. Эти клапана мощностью 6-10Ват с очень не
большим
потребляемым током. Не рекомендуется подключать
клапана с сопротивлением катушки менее 20ом. Обмотка катушки такого
клапана перегреется.
Магнитный пускатель
В большинстве схем сварочных полуавтоматов, блок
управляет сварочным выпрямителем с помощью магнитного пускателя.
Он включает в себя контактор,который
осуществляет коммутацию силовых электрических цепей и
электротепловое реле для защиты от перегрузок.
К данному блоку подключаются магнитные пускатели
первой или второй величины с катушками управления 24в постоянного
тока. Пускатели с ограничителями перенапряжений
это идеальный вариант. Возможно
подключение других пускателей через промежуточное реле.
Подключение электронных бесконтактных пускателей
не вызывает трудностей, но значительная часть
потребителей не в состоянии приобретать это оборудование из-за его
высокой цены. Полуавтоматы,
включающие дугу при помощи тиристоров проще всего связать с блоком
через оптронное (твёрдотельное) реле. Очень
редко встречаются полуавтоматы с включением дуги по низковольтной
цепи выпрямителя при помощи контактора. Такие контакторы
токовые, содержащие небольшое количество витков
провода подвержены скачкам напряжения при разрыве
цепи его обмотки
подобно дросселю. Эти перенапряжения могут передаваться в блок и
вывести из строя цепь управления включения дуги. Рекомендуется
параллельно обмотки контактора подключить обратный защитный
диод. Не рекомендуется подключать контакторы с
сопротивлением катушки менее 20ом.
Вентилятор охлаждения
Большой диапазон моделей вентиляторов используемый
в сварочных полуавтоматах подключается к блоку через промежуточное
реле или непосредственно, если это вентилятор с напряжением питания
24в постоянного тока и мощностью не более 30ват.
Термодатчик
Термодатчик поставляется в комплекте.
Терморезистор KTY81-1xx
устанавливается на наиболее нагревающийся узел
силовой части полуавтомата. При нагреве 40С блок включает
вентилятор охлаждения, а при нагреве 90С останавливает работу
полуавтомата до снижения температуры, сообщая об этом прерывистым
звуковым сигналом. Для установки других температурных режимов
свяжитесь с разработчиком.
Схема подключения
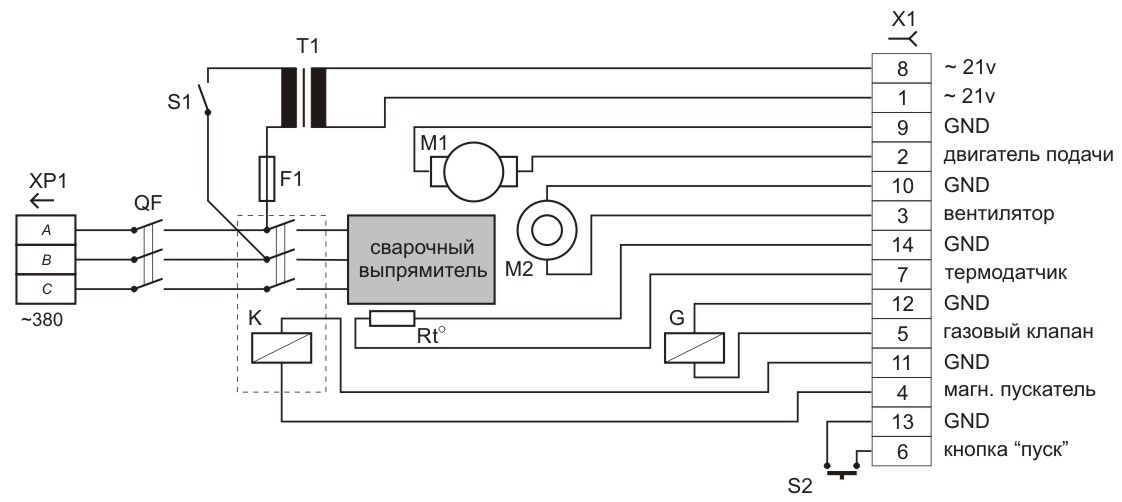
ХР1 – сетевая вилка М1 – электродвигатель
механизма подачи проволоки
QF - автомат защиты М2 –
электродвигатель вентилятора
S1 - сетевой выключатель
G - газовый клапан
F1 - предохранитель
S2 - кнопка «пуск» на горелке
К - магнитный пускатель Х1 - разъем подключения
блока
Rt - термодатчик Т1 -
трансформатор питания блока управления
Минусовые выводы GND
внутри блока соединены. Их можно менять местами. Не рекомендуется
соединять их с корпусом полуавтомата или с силовыми
цепями.